Inserisci una parola o una frase in qualsiasi lingua 👆
Lingua:
Traduzione e analisi delle parole da parte dell'intelligenza artificiale
In questa pagina puoi ottenere un'analisi dettagliata di una parola o frase, prodotta utilizzando la migliore tecnologia di intelligenza artificiale fino ad oggi:
- come viene usata la parola
- frequenza di utilizzo
- è usato più spesso nel discorso orale o scritto
- opzioni di traduzione delle parole
- esempi di utilizzo (varie frasi con traduzione)
- etimologia
Cosa (chi) è Литейное производство - definizione
Литейное производство
I
Лите́йное произво́дство
одна из отраслей промышленности, продукцией которой являются отливки (См. Отливка), получаемые в литейных формах при заполнении их жидким сплавом. Годовой объём производства отливок в мире превышает 80 млн. т, из которых около 25\% приходится на СССР (1972). Методами литья изготовляется в среднем около 40\% (по массе) заготовок деталей машин, а в некоторых отраслях машиностроения, например в станкостроении, доля литых изделий составляет 80\%. Из всех производимых литых заготовок машиностроение потребляет примерно 70\%, металлургическая промышленность - 20\%, производство санитарно-технического оборудования - 10\%. Литые детали используют в металлообрабатывающих станках, двигателях внутреннего сгорания, компрессорах, насосах, электродвигателях, паровых и гидравлических турбинах, прокатных станах, с.-х. машинах, автомобилях, тракторах, локомотивах, вагонах. Значительный объём литых изделий, особенно из цветных сплавов, потребляют авиация, оборонная промышленность, приборостроение. Л. п. поставляет также водопроводные и канализационные трубы, ванны, радиаторы, отопительные котлы, печную арматуру и др. Широкое применение отливок объясняется тем, что их форму легче приблизить к конфигурации готовых изделий, чем форму заготовок, производимых др. способами, например ковкой. Литьём можно получить заготовки различной сложности с небольшими припусками, что уменьшает расход металла, сокращает затраты на механическую обработку и, в конечном счёте, снижает себестоимость изделий. Литьём могут быть изготовлены изделия практически любой массы - от нескольких г до сотен т, со стенками толщиной от десятых долей мм до нескольких м. Основные сплавы, из которых изготовляют отливки: серый, ковкий и легированный чугун (до 75\% всех отливок по массе), углеродистые и легированные стали (свыше 20\%) и цветные сплавы (медные, алюминиевые, цинковые и магниевые). Область применения литых деталей непрерывно расширяется.
Историческая справка. Производство литых изделий известно с глубокой древности (2-1-е тысячелетия до н. э.): в Китае, Индии, Вавилоне, Египте, Греции, Риме отливали предметы вооружения, религиозного культа, искусства, домашнего обихода. В 13-14 вв. Византия, Венеция, Генуя, Флоренция славились своими литыми изделиями. В русском государстве в 14-15 вв. отливались бронзовые и чугунные пушки, ядра и колокола (на Урале). В 1479 построена в Москве "пушечная изба" - первый литейный завод. В царствование Ивана IV созданы литейные заводы в Туле, Кашире и др. городах. В 1586 А. Чохов отлил "Царь-пушку" (См. Царь-пушка) (около 40 т). При Петре I изготовление отливок увеличилось, были созданы литейные заводы на Урале, Юге и Севере государства. В 17 в. чугунные отливки экспортировались за границу. В России созданы замечательные образцы литейного искусства: в 1735 "Царь-колокол" (свыше 200 т) И. Ф. и М. И. Маториными, в 1782 памятник Петру I "Медный всадник" (22 т) Э. Фальконе, в 1816 памятник К. Минину и Д. М. Пожарскому В. П. Екимовым, в 1850 скульптурные группы Аничкова моста в Петербурге П. К. Клодтом и др. Одна из самых крупных отливок в мире - шабот (нижняя часть, воспринимающая удар) парового молота (650 т) изготовлена в 1873 на Пермском заводе. Известно мастерство литейщиков старых русских заводов - Каслинского, Путиловского, Сормовского, Коломенского и др.
Первые попытки научного обоснования некоторых процессов литья сделали в своих работах Р. Реомюр, М. В. Ломоносов и др. учёные. Однако до 19 в. при литье использовали ранее накопленный многовековой опыт мастеров. Лишь в начале 19 в. были заложены теоретические основы литейной технологии, были применены научные методы в решении конкретных производственных задач. Труды Д. Бернулли, Л. Эйлера, М. В. Ломоносова послужили прочной базой для разработки и совершенствования литейной технологии. В работах русских учёных П. П. Аносова, Н. В. Калакуцкого и А. С. Лаврова были впервые научно объяснены процессы кристаллизации (См. Кристаллизация), возникновения ликвации (См. Ликвация) и внутренних напряжений в отливках, намечены пути к повышению качества отливок. В 1868 Д. К. Чернов открыл критические точки (См. Критическая точка) металлов. Его труды продолжили А. А. Байков, А. М. Бочвар, В. Е. Грум-Гржимайло, позднее Н. С. Курнаков и др. русские учёные. Большое значение для развития Л. п. имели работы Д. И. Менделеева.
В годы Советской власти Л. п. развивалось ускоренными темпами: в 1922 впервые налажено производство отливок из алюминиевых сплавов, в 1929 - из магниевых; с 1926 производилась реконструкция существовавших литейных цехов и строительство новых. Строились и вводились в эксплуатацию литейные цехи с высокой степенью механизации, с выпуском отливок до 100 тыс. т и более в год. Одновременно с перевооружением и механизацией Л. п. в СССР проводилось внедрение новой техники, создавались основы теории рабочих процессов и методы расчётов литейного оборудования. В 20-е гг. начала формироваться советская научная школа, основателями которой являются Н. П. Аксенов, Н. Н. Рубцов, Л. И. Фанталов, Ю. А. Нехендзи и др.
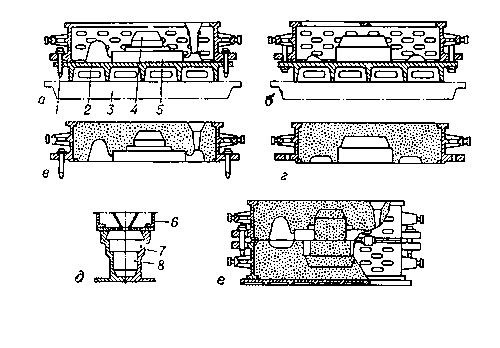
Технология литейного производства. Процесс Л. п. многообразен и подразделяется: по способу заполнения форм - на обычное литьё, Литьё центробежное, Литьё под давлением; по способу изготовления литейных форм - на литьё в разовые формы (служащие лишь для получения одной отливки), литьё в многократно используемые керамические или глиняно-песчаные формы, называется полупостоянными (такие формы с ремонтом выдерживают до 150 заливок), и литьё в многократно используемые, так называемые постоянные металлические формы, например кокили, которые выдерживают до нескольких тыс. заливок (см. Литьё в кокиль). При производстве заготовок литьём используют разовые песчаные, оболочковые самотвердеющие формы. Разовые формы изготовляют с помощью модельного комплекта (См. Модельный комплект) и опоки (См. Опока) (рис. 1). Модельный комплект состоит из собственно литейной модели (См. Литейная модель), предназначенной для получения в литейной форме полости будущей отливки, и стержневого ящика для получения литейных стержней, оформляющих внутренние или сложные наружные части отливок. Модели укрепляют на модельных плитах, на которых устанавливают опоки, заполняемые формовочной смесью. Заформованную нижнюю опоку снимают с модельной плиты, переворачивают на 180° и в полость формы вставляют стержень. Затем собирают (спаривают) верхнюю и нижнюю опоки, скрепляют их и заливают жидкий сплав. После затвердевания и охлаждения отливку вместе с литниковой системой (См. Литниковая система) извлекают (выбивают) из опоки, отделяют литниковую систему и очищают отливку - получается литая заготовка.
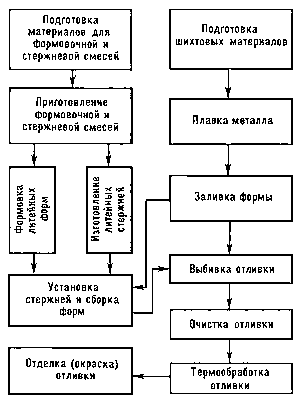
Наиболее распространено в промышленности производство отливок в разовых песчаных формах. Этот способ применяется для изготовления из различных сплавов заготовок любых размеров и конфигурации. Технологический процесс литья в песчаные формы (рис. 2) складывается из ряда последовательных операций: подготовка материалов, приготовление формовочных и стержневых смесей, изготовление форм и стержней, простановка стержней и сборка форм, плавка металла и заливка его в формы, охлаждение металла и выбивка готовой отливки, очистка отливки, термообработка и отделка.
Материалы, применяемые для изготовления разовых литейных форм и стержней, делятся на исходные Формовочные материалы и формовочные смеси; их масса равна в среднем 5-6 т на 1 т годных отливок в год. При изготовлении формовочной смеси используют отработанную формовочную смесь, выбитую из опок, свежие песчано-глинистые или бентонитовые материалы, добавки, улучшающие свойства смеси, и воду. В стержневую смесь (См. Стержневые смеси) обычно входят кварцевый песок, связующие материалы (масло, смола и др.) и добавки. Приготовление смеси производят в определённой последовательности на смесеприготовительном оборудовании (См. Смесеприготовительное оборудование); ситах, сушилах, дробилках, мельницах, магнитных сепараторах, смесителях и т. п.
Формы и стержни изготовляют на специальном формовочном оборудовании (См. Формовочное оборудование) и станках. Насыпанная в опоки смесь уплотняется встряхиванием, прессованием или совместно тем и др. способом. Крупные формы заполняют с помощью Пескомётов, реже для изготовления форм используют пескодувные и пескострельные машины. Формы в опоках, заформованные в стержневых ящиках стержни подвергаются тепловой сушке или химическому твердению, например при литье в самотвердеющие формы (См. Литьё в самотвердеющие формы). Тепловую сушку осуществляют в литейных сушилах, а сушку стержней производят также в нагретом стержневом ящике. Сборка форм состоит из следующих операций: установка стержней, соединение половин форм, закрепление форм скобами или грузами, устанавливаемыми на верхнюю форму и предотвращающими их раскрытие при заливке сплавом. Иногда на форму устанавливают литниковую чашу, изготовленную из стержневой или формовочной смеси.
Плавят металл в зависимости от вида сплава в печах различного типа и производительности (см. Плавильное оборудование). Наиболее часто литейный чугун выплавляют в Вагранках, применяют также электрические плавильные печи (тигельные, электродуговые, индукционные, канального типа и др.). Получение некоторых сплавов из чёрных металлов, например белого чугуна, ведут последовательно в двух печах, например в вагранке и электропечи (т. н. дуплекс-процесс). Заливку форм (См. Заливка форм) сплавом осуществляют из заливочных ковшей, в которые периодически поступает сплав из плавильного агрегата. Затвердевшие отливки обычно выбивают на вибрационных решётках (См. Вибрационная решётка) или коромыслах. При этом смесь просыпается через решётку и поступает в смесеприготовительное отделение на переработку, а отливки - в очистное отделение. При очистке отливок с них удаляют пригоревшую смесь, отбивают (отрезают) элементы литниковой системы и зачищают заливы сплава и остатки литников. Эти операции проводят в галтовочных барабанах, дробеструйных и дробемётных установках. Крупные отливки очищают гидравлическим способом в специальных камерах. Обрубку и зачистку отливки осуществляют пневматическими зубилами и абразивным инструментом. Отливки из цветных металлов обрабатывают на металлорежущих станках.
Для получения необходимых механических свойств большинство отливок из стали, ковкого чугуна, цветных сплавов подвергают термической обработке (См. Термическая обработка). После контроля качества литья и исправления дефектов отливки окрашивают и передают на склад готовой продукции.
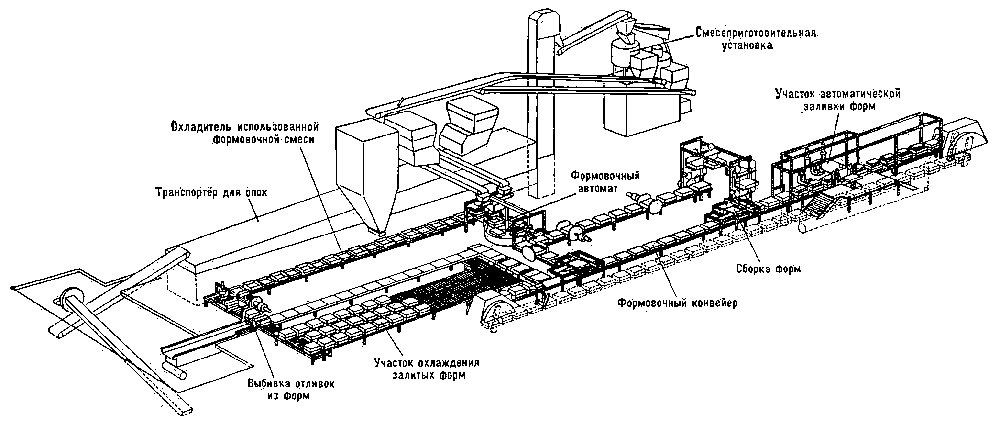
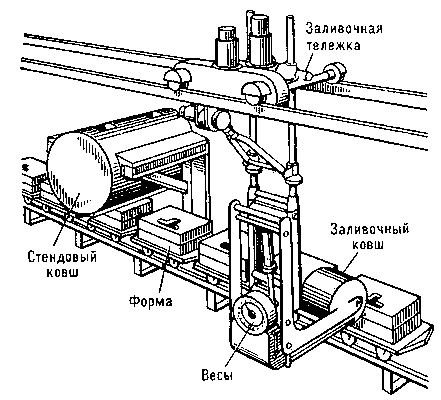
Механизация и автоматизация литейного производства. Большинство технологических операций в Л. п. очень трудоёмко, протекает при высокой температуре с выделением газов и кварцесодержащей пыли. Для уменьшения трудоёмкости и создания нормальных санитарно-гигиенических условий труда в литейных цехах применяют различные средства механизации и автоматизации технологических процессов и транспортных операций. Внедрение механизации в Л. п. относится к середине 20 в. Тогда для приготовления формовочных материалов начали использовать бегуны, сита, рыхлители, а для очистки отливок - пескоструйные аппараты. Были созданы простейшие формовочные машины с ручной набивкой форм, позднее стали применять гидравлические прессы. В 20-х гг. появились и быстро распространились пневматические встряхивающие формовочные машины. На каждой технологической операции стремились заменить ручной труд машинным: совершенствовались оборудование для изготовления форм и стержней, устройства для выбивки и очистки отливок, механизировалась транспортировка материалов и готовых отливок, были внедрены конвейеры, разработаны методы поточного производства. Дальнейший рост механизации Л. п. выражается в создании новых усовершенствованных машин, литейных автоматов и автоматических литейных линий, в организации комплексно-автоматизированных участков и цехов. Наиболее трудоёмкие операции при производстве отливок - формовка, изготовление стержней и очистка готовых отливок. На этих участках литейных цехов в наибольшей степени механизированы и частично автоматизированы технологические операции. Особенно эффективно внедрение в Л. п. комплексной механизации и автоматизации. Перспективными являются автоматические линии формовки, сборки и заливки форм сплавом с охлаждением отливок и их выбивкой. Например, на линии системы Бюрер - Фишер (Швейцария) (рис. 3) изготовление форм, заливка их сплавом и выбивка отливок из форм автоматизированы. Успешно работает установка для автоматической заливки форм сплавом на непрерывно движущемся конвейере (рис. 4). Масса жидкого сплава для заполнения форм контролируется электронным аппаратом, учитывающим металлоёмкость определённой формы. Установка снабжена автоматической смесеприготовительной системой, контроль качества формовочной смеси и регулирование смесеприготовления осуществляются автоматическим устройством (системы "Молдабилити-контроллер", Швейцария).
Для финишных операций (очистки и зачистки отливок) применяют проходные барабаны непрерывного действия с дробемётными аппаратами. Крупные отливки очищают в камерах непрерывного действия, вдоль которых отливки передвигаются на замкнутом транспортёре. Созданы автоматические очистные камеры для отливок, имеющих сложные полости. Например, фирмой "Омко-Нангборн" (США - Япония) разработана камера типа "Робот". Каждая такая камера представляет собой независимый механизм для транспортировки отливок, который работает автоматически, выполняя команды, поступающие от так называемых модулей управления, расставленных на монорельсовой транспортной системе. В зоне очистки по заранее заданной программе с оптимальной скоростью вращается подвеска, на которую автоматически навешивается отливка. Двери камеры открываются и закрываются автоматически.
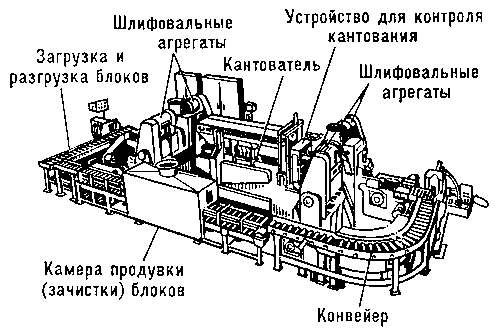
При массовом производстве предварительная (черновая) зачистка отливок (обдирка) осуществляется в литейных цехах. Во время этой операции также подготавливаются базы для механической обработки отливок на автоматических линиях в механических цехах. Заключительные операции могут производиться и на автоматических линиях. На рис. 5 показана автоматическая линия японской фирмы "Норитакэ" для зачистки блоков цилиндров автомобиля. Такая линия позволяет обработать 120 блоков за 1 ч.
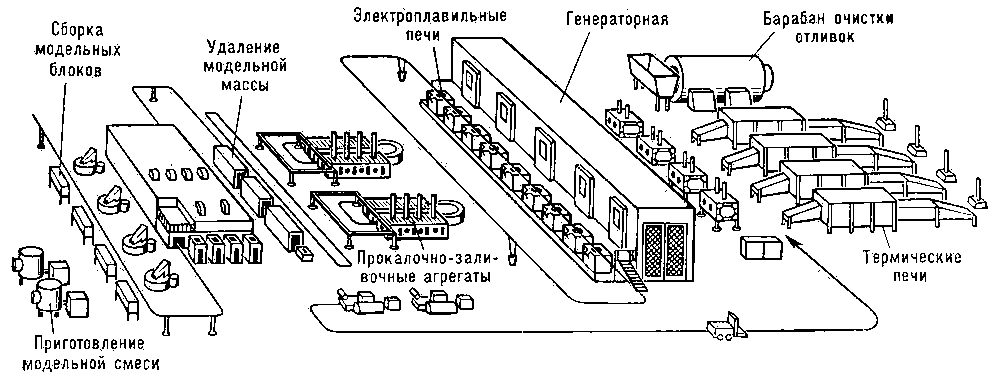
Возможности механизации и автоматизации Л. п. особенно возросли после разработки принципиально новых технологических процессов литья, например изготовление оболочковых форм, или Кронинг-процесс (40-е гг., ФРГ), изготовление стержней отверждением в холодных стержневых ящиках (50-е гг., Великобритания), изготовление стержней с отверждением их в горячих стержневых ящиках (60-е гг., Франция). Еще в 40-е гг. в промышленности начали применять метод изготовления отливок высокой точности по выплавляемым моделям. За относительно короткий срок все технологические операции процесса были механизированы. В СССР создано комплексно-автоматизированное производство литья по выплавляемым моделям с выпуском 2500 т мелких отливок в год (рис. 6).
Лит.: Нехендзи Ю. А., Стальное литье, М., 1948; Гиршович Н. Г., Чугунное литье, Л. - М., 1949; Фанталов Л. И., Основы проектирования литейных цехов, М., 1953; Рубцов Н. Н., Специальные виды литья, М., 1955; его же, История литейного производства в СССР, 2 изд., ч. 1, М., 1962; Аксенов П. Н., Технология литейного производства, М., 1957; его же, Оборудование литейных цехов, М., 1968.
Д. П. Иванов, В. Н. Иванов.
Рис. 1. Основные элементы литейной оснастки при получении отливки в разовой форме: а и б - модельный комплект верхней и нижней полуформы с опокой; в и г - верхняя и нижняя заформованные опоки; д - формовка стержневого ящика; е - литейная форма, подготовленная к заливке; 1 - направляющий штырь; 2 - подмодельная плита; 3 - стол формовочной машины; 4 - стержневой знак; 5 - модель; 6 - головка пескострельной машины; 7 - стержневой ящик; 8 - стержень.
Рис. 2. Основы операции технологического процесса получения отливки в песчаной форме.
Рис. 3. Автоматическая линия системы Бюрер - Фишер (Швейцария) для изготовления форм, заливки их сплавом и выбивки готовых отливок.
Рис. 4. Установка для автоматической заливки форм на конвейере завода Г. Фишер (Швейцария).
Рис. 5. Автоматическая линия зачистки блока цилиндров со шлифовальными агрегатами (фирма "Норитакэ", Япония).
Рис. 6. Комплексно-автоматизированный цех литья по выплавляемым моделям с годовым выпуском 2500 т отливок в год.
II
Лите́йное произво́дство ("Лите́йное произво́дство")
ежемесячный научно-технический и производственный журнал, орган министерства станкостроительной и инструментальной промышленности СССР и Научно-технического общества машиностроительной промышленности. В 1930-41 выходил под названием "Литейное дело"; с 1941 по ноябрь 1949 не издавался; в дальнейшем выходит под названием "Л. п.". Освещает вопросы теории и практики литейного производства, пропагандирует передовой опыт советских предприятий в области получения высококачественных литейных сплавов, высокопроизводительных технологических процессов производства отливок, комплексной механизации, автоматизации, организации и экономики литейного производства, знакомит с достижениями зарубежного литейного производства. Тираж (1973) 14 тыс. экз. Печатается (полный перевод) в Великобритании под названием "Russian Casting Production" (Birmingham, с 1961).
Литейное производство
Литейное производство — отрасль машиностроения, занимающаяся изготовлением фасонных деталей и заготовок путём заливки расплавленного металла в форму, полость которой имеет конфигурацию требуемой детали.
ЭЛЕКТРОСТАЛЕПЛАВИЛЬНОЕ ПРОИЗВОДСТВО
 par procédés Midrex HYL Charbon.svg?width=200)
![Производство продукции прямого восстановления железа в мире, тонн; доля процесса [[Midrex]] в общем объёме, %; доля технологий металлизации с использованием угля, %; доля технология HYL III, %; прочие технологии, %](https://commons.wikimedia.org/wiki/Special:FilePath/DRI evolution.svg?width=200 "Производство продукции прямого восстановления железа в мире, тонн; доля процесса [[Midrex]] в общем объёме, %; доля технологий металлизации с использованием угля, %; доля технология HYL III, %; прочие технологии, %")
производство стали в электрических (главным образом дуговых) печах. Позволяет получать стали широкого сортамента (от рядовых до высококачественных) при массе плавки от нескольких десятков килограмм до 200 т и выше. Электросталеплавильное производство в дуговых печах делится: по химическому составу огнеупорной футеровки печей и применяемого шлака - на основное и кислое; по шлаковому режиму (по числу наводимых шлаков) - на одношлаковое и двухшлаковое; по характеру процесса - на переплав, имеющий главной целью расплавление металла и ограниченное его рафинирование, и плавку с полным окислением, сопровождающимся дефосфорацией и кипением жидкой стали, в ходе которого из нее удаляются газы и другие нежелательные примеси. Электросталеплавильное производство имеет существенные преимущества перед другими способами получения стали, и его удельный вес в мировом производстве стали непрерывно возрастает.
Wikipedia
Литейное производство
Литейное производство — отрасль машиностроения, занимающаяся изготовлением фасонных деталей и заготовок путём заливки расплавленного металла в форму, полость которой имеет конфигурацию требуемой детали.

Esempi dal corpus di testo per Литейное производство
1. И меня пригласили проектировать литейное производство.
2. Гальваническое и литейное производство будут выведены из города.
3. Причем планируется развернуть еще и чугунно-литейное производство.
4. На предприятии сохранено собственное литейное производство, модернизируется технический парк.
5. Литейное производство и сварочные проблемы захватывают профессора в меньшей степени.